
























")










, alcanza la categoría Oro en la certificación de talleres TQ de CESVIMAP")















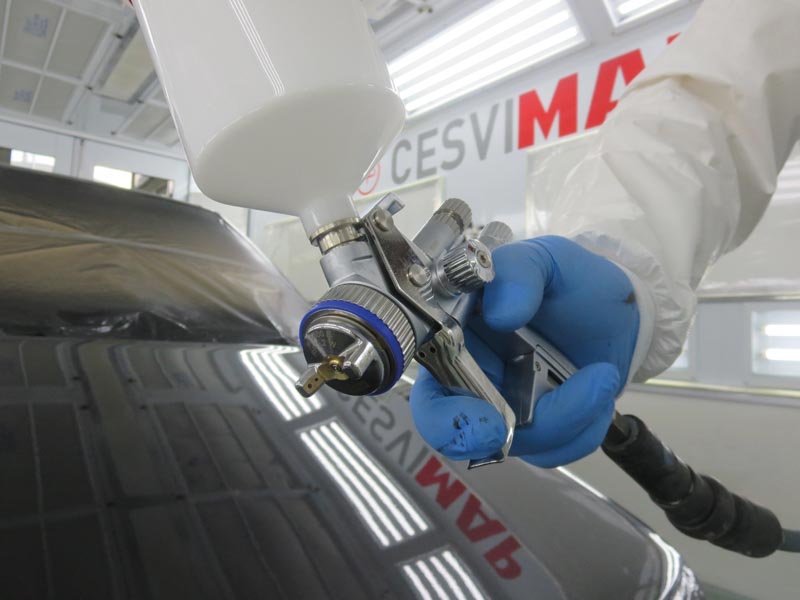
UNA DE LAS MÁXIMAS IMPERANTES EN EL MUNDO DE LA REPARACIÓN DE VEHÍCULOS ES LA OBTENCIÓN DE LA MAYOR RENTABILIDAD POSIBLE EN TODOS LOS TRABAJOS QUE SE REALICEN. EN EL ÁREA DE PINTURA SE PUEDE ACTUAR SOBRE DISTINTOS ASPECTOS PARA ALCANZAR UN RENDIMIENTO SUPERIOR.
 Por Ángel González-Tablas Sastre
Por Ángel González-Tablas Sastre
Los fabricantes de pintura se preocupan por facilitar a los profesionales pintores productos y procesos que les permitan mejorar en la ejecución de sus aplicaciones. En cualquier proceso de repintado de una pieza o de un vehículo (entero o parcial), intervienen diversos factores, con influencia directa en la rentabilidad del propio proceso de pintado. A simple vista, el usuario/propietario del vehículo sólo aprecia el resultado final de la reparación: que el color aplicado coincida con el original y que la aplicación no presente defectos de pintado visibles.
Parece sencillo, pero este proceso exige gran profesionalidad, un conocimiento elevado de todos los productos que se emplean y, por último, una actualización de los fabricantes de pintura, que afecta no sólo a los productos sino también a los procesos. El objetivo último es facilitar el trabajo del profesional, procurando rentabilidad con productos que habiliten procesos más eficientes, sin mermas de la calidad.
Hablar de eficiencia es referirse a la capacidad para realizar o cumplir adecuadamente una función, empleando el menor número de recursos (productos de pintura, tiempo, energía, etc.) para obtener el mismo objetivo (ésta será la definición en la que centraremos el artículo). También se habla de eficiencia cuando se consigue mayor número de objetivos empleando para ello los mismos recursos (éste es el concepto que mejor se entiende como eficiencia).Hay productos con clara vocación en la reducción de tiempos por su facilidad de uso o por que evitan determinados pasos.
A la hora de establecer un objetivo, solemos tener en mente un valor y, por regla general, siempre se trata del coste final. Para obtener este coste final intervienen, en mayor o menor medida, diferentes factores, que debemos tener presentes.
– Factor mano de obra (tiempo y su coste).
– Factor producto (productos multifunción).
– Factor energético (valor del consumo de energía).
Factor mano de obra
Éste es el factor más importante en todos los procesos de trabajo de repintado; el objetivo de los productos o procesos de trabajo es reducir, en la medida de lo posible, la cantidad de mano de obra.

Hay productos con clara vocación en la reducción de tiempos, bien por su facilidad de uso, bien porque evitan determinados pasos del proceso o porque recortan los tiempos de aplicación.
Los más destacados son:
Masillas de bajo peso específico. Gran virtud de este tipo de masillas es su facilidad de mezcla y su aplicación; de menor viscosidad, disfruta de un menor número de poros, teniendo como referencia la masilla de poliéster convencional o universal. También es de lijado fácil y rápido, permitiendo emplear un grano de lija menos agresivo, con los beneficios que ello reporta para las aplicaciones posteriores.

Aparejos húmedos sobre húmedo. Desde el punto de vista técnico y de calidad, no se recomienda aplicar las pinturas de acabado directamente sobre las masillas o la propia cataforesis. Los aparejos, también denominados pinturas de preparación o de fondo, se aplican siempre antes de las de acabado. Tienen una doble misión: nivelar superficialmente las zonas reparadas y proporcionar un estado superficial óptimo para las pinturas de acabado, de forma que se puedan aprovechar todas sus cualidades de extensibilidad y brillo. Los aparejos húmedos sobre húmedo no requieren su lijado para la posterior aplicación del acabado; este hecho elimina operaciones importantes, tales como el lijado del aparejo y su posterior limpieza, y reduce a una sola operación el proceso de enmascarado.
Hay productos con clara vocación en la reducción de tiempos por su facilidad de uso o porque evitan determinados pasos

Aparejos con adherencia directa sobre cataforesis. Dentro del catálogo de productos que mayor rentabilidad puede proporcionar a un taller está el empleo de aparejos con adherencia directa sobre la cataforesis. Destacan porque no requieren lijado previo y el color se aplica en proceso húmedo sobre húmedo. Su empleo es muy positivo y beneficioso para mejorarla calidad de vida del propio pintor; con estos aparejos se eliminan dos operaciones de lijado: el lijado previo de la propia cataforesis antes de aplicar el aparejo, y su correspondiente limpieza posterior.Para reducir el gasto energético de las cabinas los fabricantes dotan a sus productos de aditivos que aceleran el proceso de secado.
Aditivo para piezas interiores. Nos referimos a elementos visibles para el usuario, tal como el piso maletero, largueros y pases de rueda, que en determinadas circunstancias pueden estar sometidos a pruebas de resistencia de agentes agresivos: aceites, gasoil y/o gasolina, acido de batería, etc. Tradicionalmente, el pintado de este tipo de piezas ha seguido un proceso similar, por no decir idéntico, al que se realiza en las piezas exteriores. La exigencia en su acabado en ningún caso es comparable al de una pieza exterior visible, si bien los productos han de soportar las agresiones descritas anteriormente. Otro factor diferenciador de estas piezas es el acabado final que presentan, en muchos casos de distinto color o con un efecto satinado o bien mate.

Estas circunstancias incomodan en gran medida al pintor, a la vez que alargan de manera ostensible el proceso de pintado. Cómo solución, los fabricantes de pintura incorporan dentro de su gama de productos aditivos especiales que convierten la base de color al agua en un acabado monocapa, con la resistencia y dureza exigidas para soportar posibles agresiones de agentes externos. Otra línea de aplicación de este tipo de aditivos es sobre los aparejos.
Hay fabricantes que disponen de carta de colores propia de aparejos para el pintado de interiores, o simplemente coloreados y, mediante el aditivo, convierten el aparejo en un acabado final (con resistencia ante agresiones).

Factor producto
Cuando hablamos del factor producto, nos referimos a él por las virtudes que acarrea su empleo y utilización, la reducción de los tiempos de trabajo o una serie de propiedades extra.
Cintas de enmascarar. Este producto goza de mucha popularidad en el taller, empleándose para todo tipo de actividades. Lo que no es tan conocido son las diferencias entre los distintos tipos de cinta, características y particularidades. Existen las llamadas cintas especiales, con una correcta adhesión sobre cualquier superficie y, en especial, las gomas de contorno.
Garantizan un tapado único o de una sola vez, sin necesidad de repaso de la zona a encintar y sin que su adhesión se vea comprometida por el tipo de superficie o por las corrientes de aire que se generan en las aplicaciones de pintado.
Fundas de enmascarado. Las fundas no eliminan el proceso de enmascarado, pero facilitan de manera significativa su ejecución. El modus operandi consiste en realizar un encintado de todo el contorno de la pieza o piezas que se deseen pintar. Una vez completado el perímetro, se extiende la funda, recortando los huecos de la pieza. Posteriormente, se encinta la propia funda sobre la cinta colocada anteriormente, de una manera más cómoda y sencilla. Este enmascarado consigue reducir de forma significativa los tiempos empleados, además de garantizar un correcto tapado y evitar pulverizados.
Barnices elásticos. Garantizan elasticidad para determinados tipos de soportes, como los paragolpes.
Masilla para plásticos. Resulta un producto imprescindible en cualquier proceso de reparación de piezas de plástico, eliminando el promotor de adherencia, necesario para otro tipo de aplicaciones.
Imprimaciones fosfatantes en spray. Producto anticorrosivo idóneo para su aplicación en zonas no muy extensas de chapa viva dejadas en el proceso de lijado; su aplicación en proceso húmedo sobre húmedo, unida a su rápida y sencilla ejecución garantizan una perfecta protección anticorrosiva.
Imprimación/aparejo para plásticos en spray. Supone un valor añadido en este tipo de imprimaciones/aparejo. Tiene funciones como promotor de adherencia y, además, proporciona el suficiente espesor para ocultar las pequeñas imperfecciones del lijado que se detecten en su superficie.
Para reducir el gasto energético de las cabinas los fabricantes dotan a sus productos de aditivos que aceleran el proceso de secado

Factor energético
Encarece mucho los procesos de pintado el elevado consumo de combustible empleado en la cabina para alcanzar la temperatura deseada. Una apuesta realizada por los fabricantes de pintura para reducir el gasto energético de las cabinas de pintura es dotar a su gama con aditivos o productos que aceleren el proceso de secado, con los beneficios que ello reporta. (No obstante en la reducción del consumo energético tienen mucho que decir los fabricantes de cabinas y su mantenimiento).
Barnices de secado al aire. Garantizan una reducción del gasto energético, al no ser preciso aplicar calor para que se produzca el secado. Una temperatura ambiente de 15/20 °C, unida a una humedad relativa superior al 60%, es suficiente para que a los 15 minutos de su aplicación, y sin aporte de energía calorífica alguna, este barniz se halle seco al polvo; de este modo, se puede disponer de la cabina para otras órdenes de trabajo. Este tipo de barnices reaccionan con la humedad; valores altos de ésta aceleran su secado.

Barnices de secado rápido. Requieren un trabajo menor de los sistemas energéticos; emplean una tecnología que permite que la reacción química se produzca a una temperatura menor que en otro tipo de barnices, circunstancia por la cual el tiempo que tardan en alcanzar las temperaturas deseadas en el interior de las cabinas es menor.
Para Saber Más…
[st_icon name=’envelope’ size=’icon-1′ color=’#faf5f5′ type=’circle’ background=’#fa0505′ border_color=» align=’ss-none’ icon_spin=’no’]Área de Pintura. pintura@cesvimap.com [icon type=»vector» icon=»momizat-icon-book» size=»16″ hover_animation=»border_increase» ]Pintado de Automóviles. CESVIMAP, 2009 ISBN: 978-84-9701-268-3 [st_icon name=’twitter’ size=’icon-1′ color=’#fcf7f7′ type=’circle’ background=’#fa0a0a’ border_color=» align=’ss-none’ icon_spin=’no’]@revistacesvimap





